

以下是(江泰)P5无缝钢管产品案例的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:(江泰)P5无缝钢管产品案例的图文介绍
P5无缝钢管产品案例")
江泰钢材有限公司坐落在将官屯工业园,公司拥有的员工队伍从高层管理到车间普通员工,他们的敬业精神配合我们人性化的考核式管理制度,从而保证我们的产品和服务能很好地呈现在客户面前。 公司的主营产品: 昭通水富35#等系列产品;江泰钢材有限公司全体员工用自己的执著、诚信和尊严,精心打造每一件产品。欢迎广大客户来电来涵,莅临指导。我们期待着与您的合作,让我们携手共进!
P5无缝钢管产品案例")
P5无缝钢管产品案例")
P5无缝钢管产品案例")
每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。精密钢管生产工艺特点:精密钢管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。精密无缝钢管机的生产效率一直是人们为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密无缝钢管机的小时产量产量A、一般用下式进行计算冷轧管机的小时.从上式可知,提高轧厚壁无缝管机产量的 个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。
P5无缝钢管产品案例")
P5无缝钢管产品案例")
P5无缝钢管产品案例")
精密钢管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。 精密钢管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精密钢管是较先进的方法。 若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
P5无缝钢管产品案例")
P5无缝钢管产品案例")
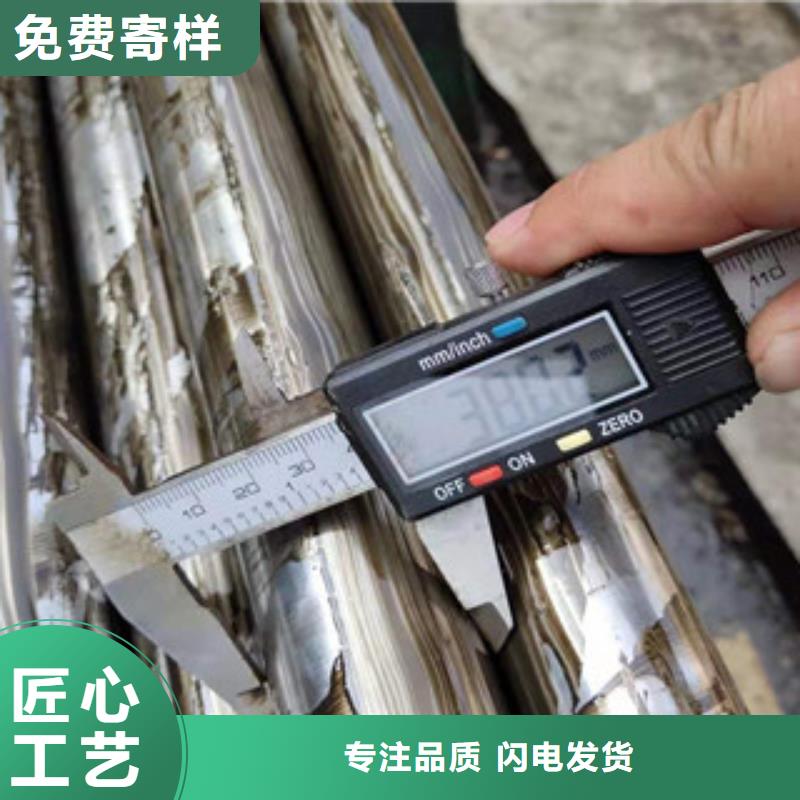
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。 一般的精密管的生产工艺可以分为冷拔与热轧两种,冷轧精密管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精密管要短于热轧精密管,冷轧精密管的壁厚一般比热轧精密管要小,但是表面看起来比厚壁精密管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧精密管的交货状态一般是热轧状态经过热处理后进行交货。热轧精密管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
P5无缝钢管产品案例")